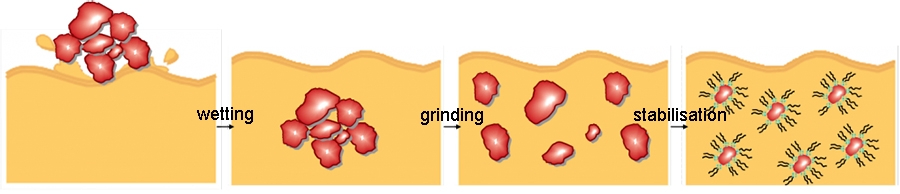
Pigment wetting: The air and moisture covering the pigment is replaced by the resin solution. The solid/gas interface (pigment/air) is transformed into a solid/liquid interface (pigment/resin solution).
Grinding stage: By high shear forces the pigment agglomerates are broken up into smaller units, preferable primary particles.
Stabilization: The pigment dispersion is stabilized by dispersing agents in order to prevent the formation of uncontrolled flocculates. The resultant suspension is stabilized due to the adsorption of binder species or molecules at the pigment surface.
Dispersing additives, which adsorb on the pigment surface, facilitate liquid/solid interfacial interactions and help to replace the air/solid interface by a liquid medium/solid interface.
The grinding process can be regarded as a de-flocculation process. In the absence of stabilizing agents, effects such as reduced color strength, decreased gloss, and altered rheology may occur.
1.1 Stabilization of pigment dispersions
The pigment dispersion what is achieved in the last step will be used later in the let down system where it should stay stable during storage and later during the application and film formation.
There are two principal mechanisms for the stabilization of pigmented dispersions described: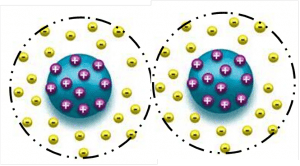
1.1.1 Electrostatic stabilization is only working in a water based application. When two particles having the same charges approaching each other will result in a repelling effect. The resulting Coulomb-repulsion of the charged particles allows the system to remain stable.
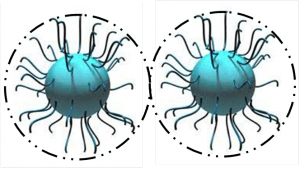
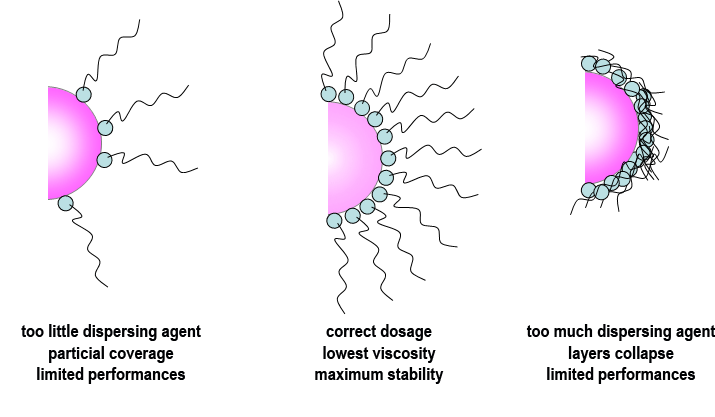
1.1.2 Steric stabilization suited for water and solvent based systems is when pigments are sterically stabilized (the surface of the solid particles are completely covered by polymers) making particle-to-particle contact impossible. Strong interactions between polymers and solvents (organic solvent or water) prevent the polymers from coming too closely into contact with one another (flocculation).
Steric stabilization relies on the adsorption of a layer of resin or polymer chains on the surface of the pigment.
One fundamental requirement of steric stabilization is that the chains are fully solvated by the medium. This is important because it means the chains will be free to extend into the medium. In systems where the chains are not so well solvated they will prefer to lie next to each other on the surface of the pigment, providing a very much smaller barrier to inter-particulate attraction what will result in much easier flocculation
2. Dispersants Families
The choice of the dispersing agents for the pigment stabilization is a key issue in the coating and ink industry. Formulators have to find the most suitable products for their formulation taking into account the final application of their coating, the coating system (water based, solvent based, etc.) and the other additives.
The role of the dispersing agents is to enhance the dispersion process and ensure a fine particle size in order to stabilize pigments in the resin solution. As explained earlier, an efficient dispersant has to perform the three main functions: pigment wetting, dispersing, and stabilizing. Dispersing agents generally differ for aqueous and solvent-based coatings.
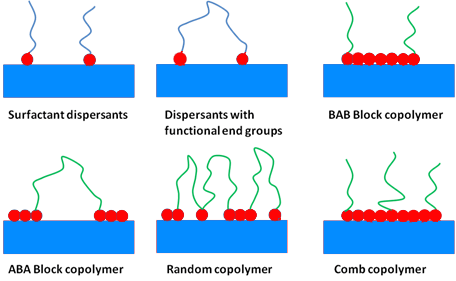
In term of chemical structure one can divide dispersing agents into the two following classes:
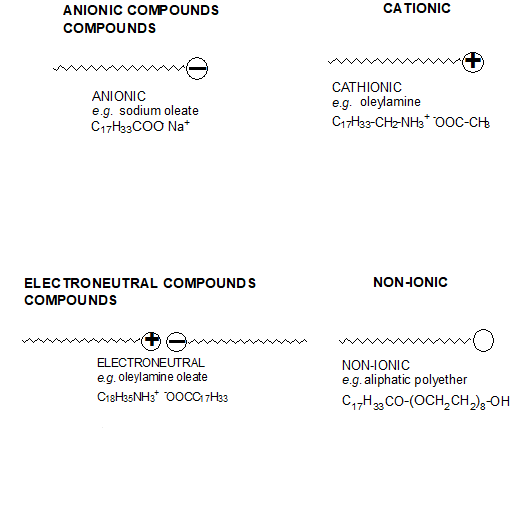
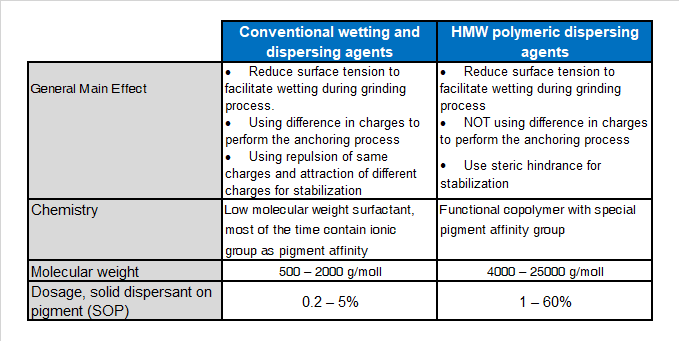
- Surfactants, also called low molecular weight dispersing agents
- Polymeric dispersants, also called high molecular weight dispersants
The main differences of those two types of dispersants being the molecular weight, the stabilization mechanism and the resulting let down stability.
In addition polymeric dispersing agents have multiple anchor groups where surfactant like dispersing agents more related to a polar head with a side chain for the compatibility.